【銅合金鋳造】銅合金の遠心鋳造、連続鋳造製品製造の中野合金株式会社
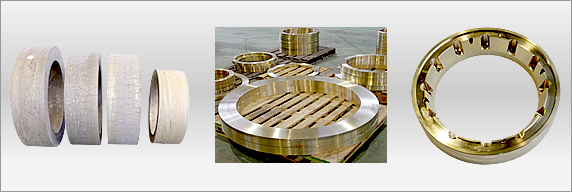
銅合金の遠心鋳造から、銅合金を中心とした機械部品などの製造・加工を行っています。
銅合金の遠心鋳造から、銅合金を中心とした機械部品などの製造・加工を行っています。



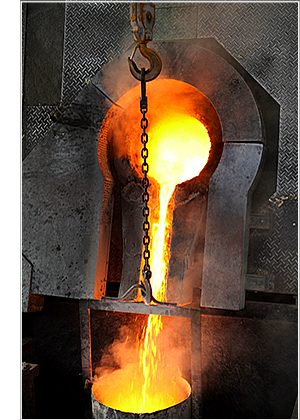
鋳型を水平の回転軸を中心に高速で回転させ、その中に溶融金属(銅合金)を注入して鋳物を製造する方法。遠心力によって鋳型内壁におしつけられた状態で凝固するので、円筒形の鋳型を用いれば、中子を用いずに円筒状の製品が鋳造できる。


リング・パイプ状の製品に関しては遠心鋳造を行うことで木型の製作が不要です。
また、自社では複数台の横型遠心機と多くの金型をそろえている為、様々な大きさや材質の製品を短納期でご提供できます。



銅合金の鋳造製品や試作開発の
お問合せ・ご相談はこちらです。
ホームページからのお問い合わせ
![]()

銅合金の鋳造製品や
試作開発についてのお問合せ・ご相談
![]()
 〒930-3261 富山県中新川郡立山町野町353
〒930-3261 富山県中新川郡立山町野町353
TEL:076-463-5668 FAX:076-463-5166
Copyright(c) NAKANO METAL Co.,Ltd. All rights reserved.